Integration
modularised
Forma System modules
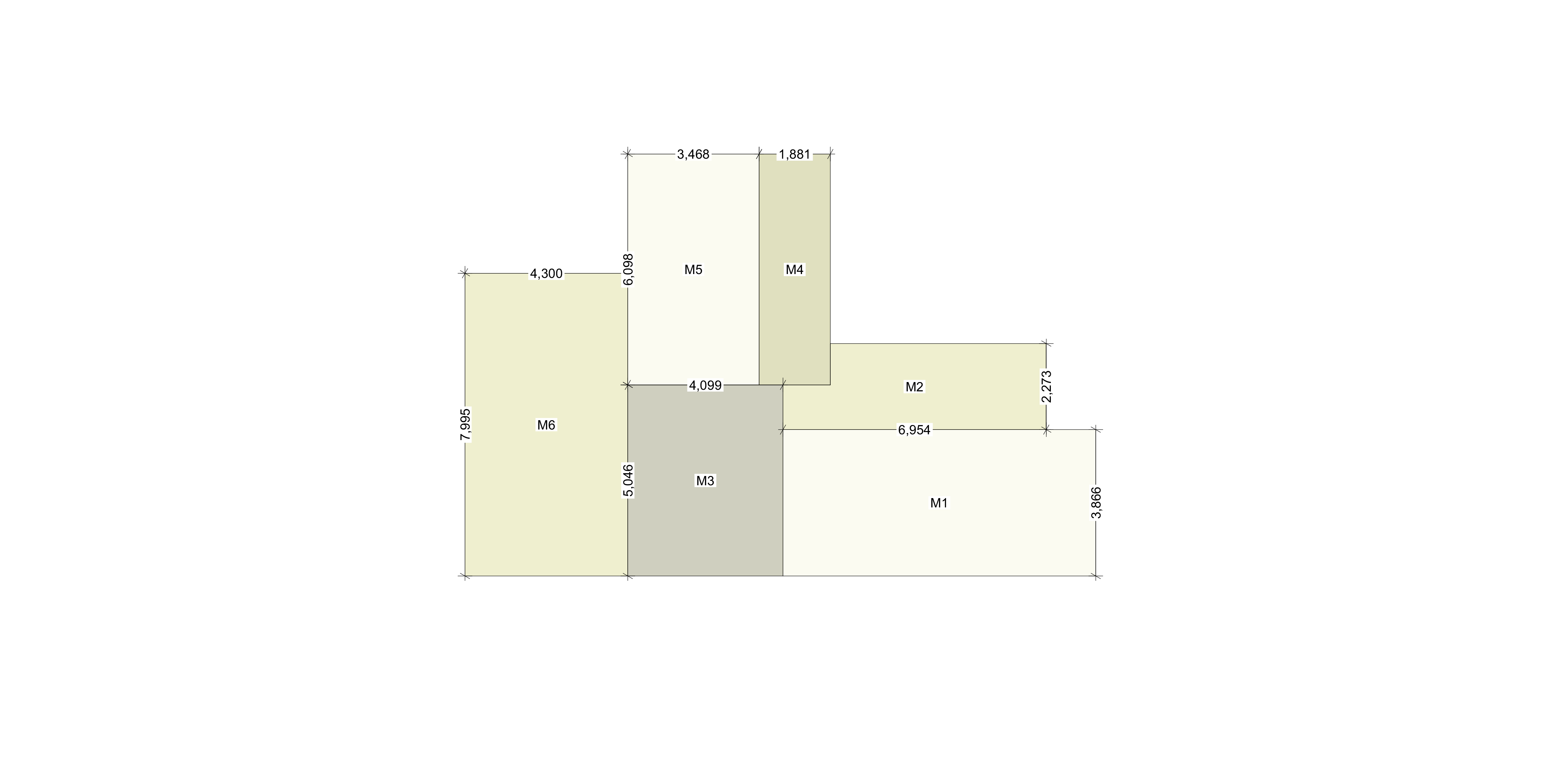
VH09 split into six volumetric modules (M1–M6). Module boundaries are introduced without altering room adjacencies, wet area locations, or the overall footprint. Setbacks respected and internal dimensions maintained where possible.

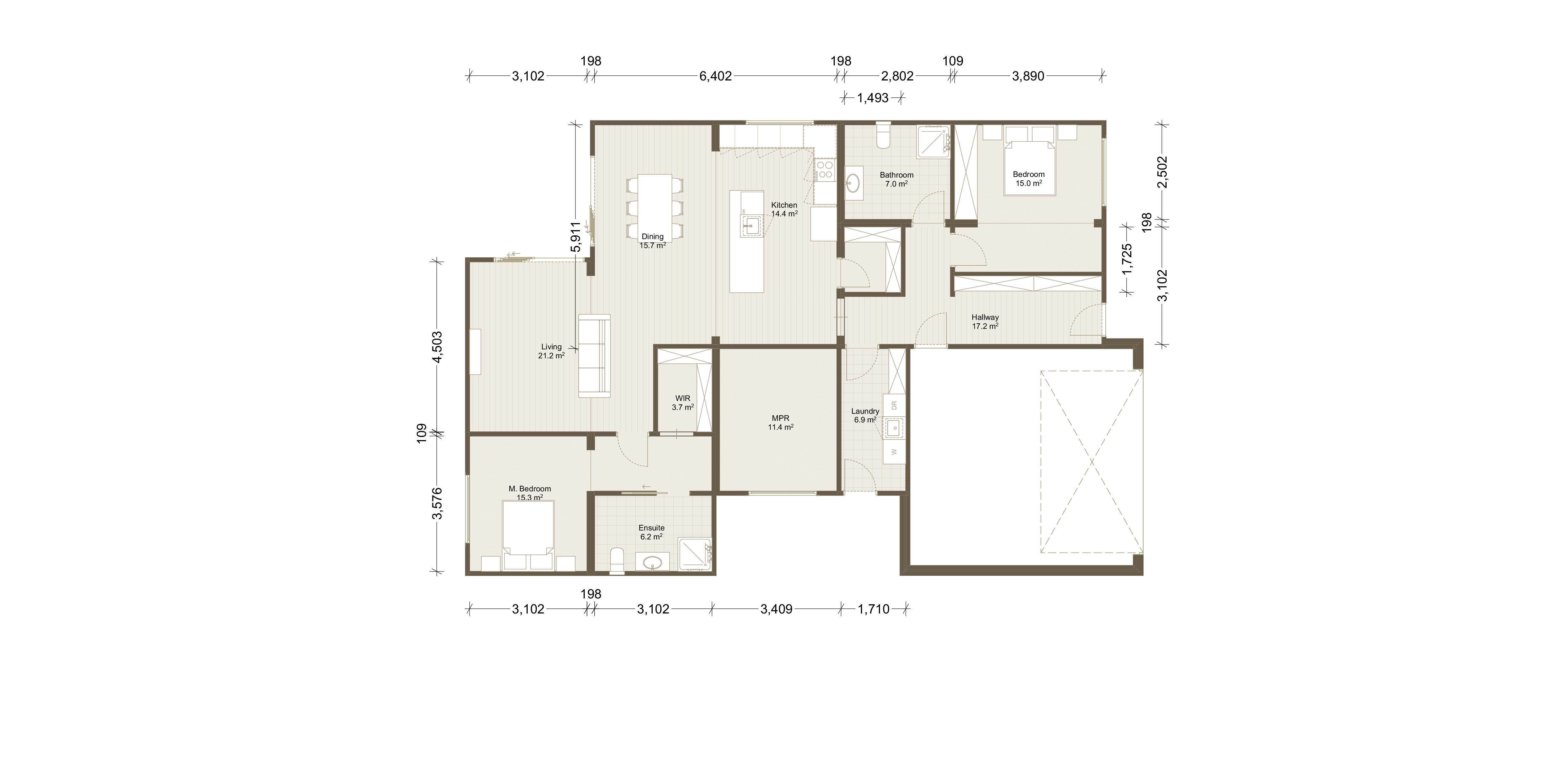
The original VH09 floor plan, shown alongside the modularisation on the previous page. Design intent has been retained throughout — internal room sizes, wet area locations, and circulation are preserved exactly as drawn.
Internal floor area: 127 m² (excluding garage).
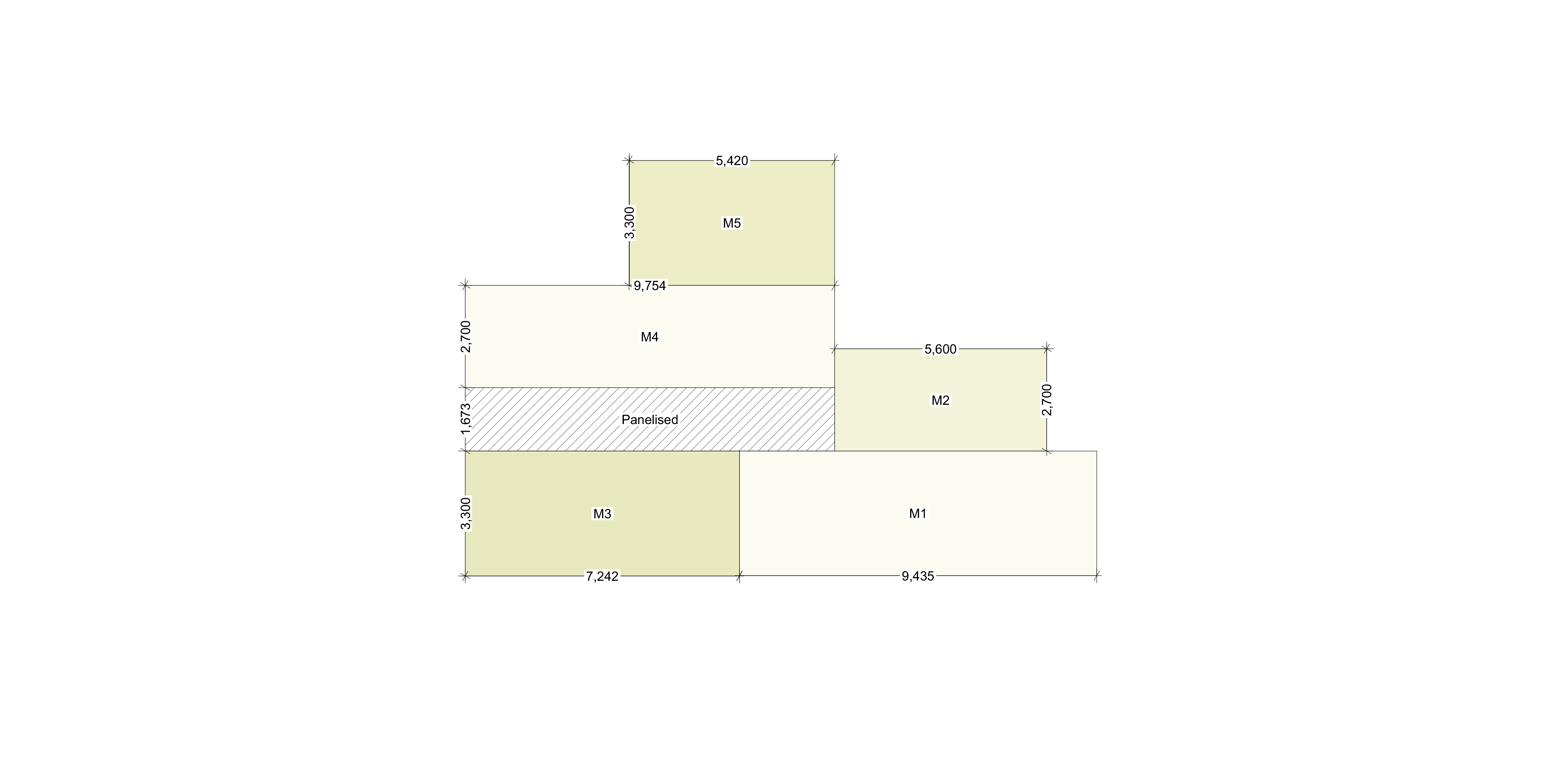
VH09 redesigned around volumetric modular logic. Same brief, same amenity — room dimensions, positions, and layouts reworked to extract maximum factory efficiency and minimise on-site time.

Same amenity, same room count, same Design Essentials compliance. Reworked to optimise the build process and simplify construction — architectural intent preserved throughout.
Internal floor area: 127 m² (excluding garage).
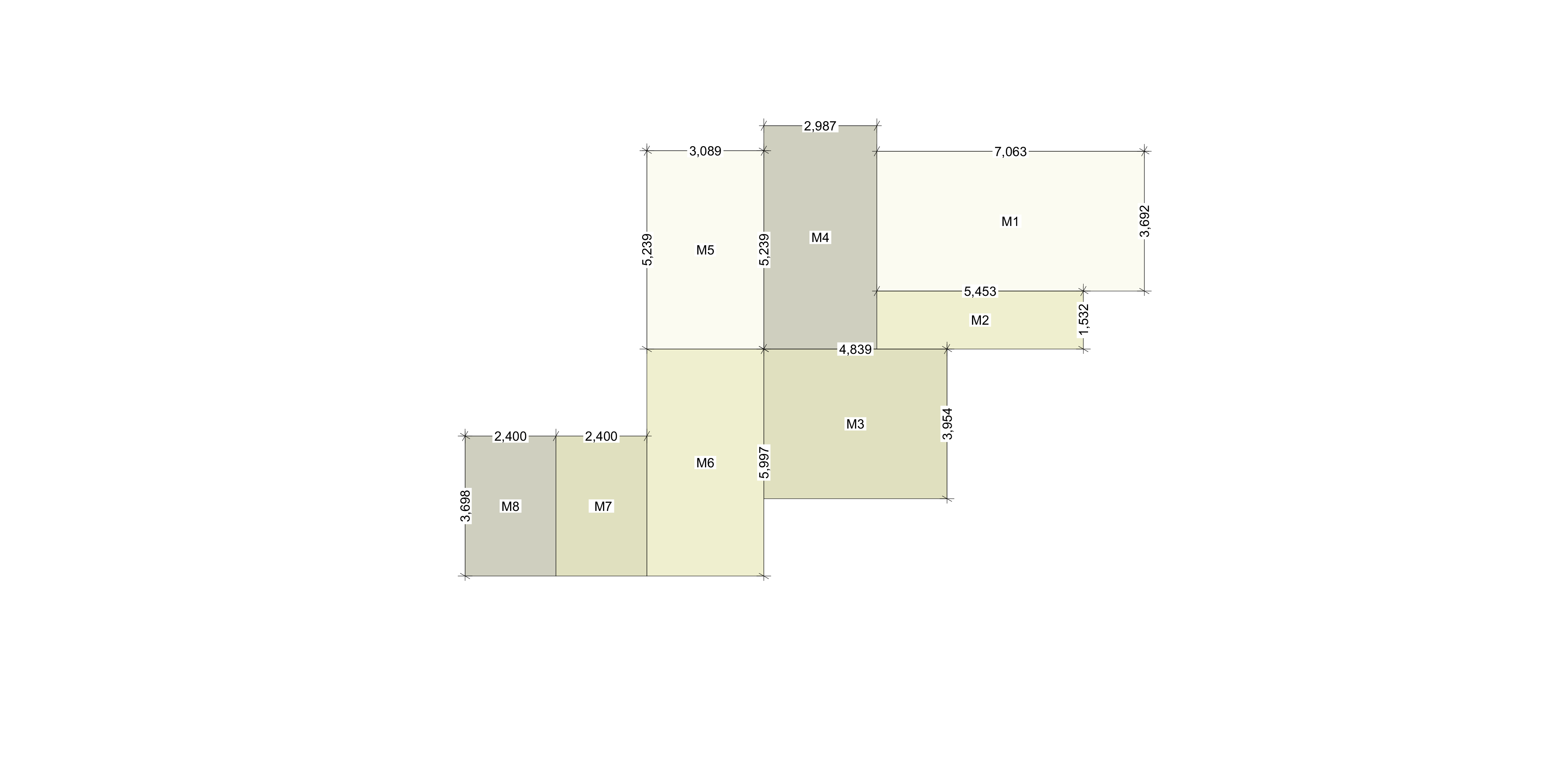
M02 modularised as closely as possible to the original Halcyon drawings. Room adjacencies, patio and court configuration, and the Hebel column aesthetic are preserved. Setbacks respected and internal dimensions maintained where possible.

The original M02 floor plan, shown alongside the modularisation on the previous page. Design intent has been retained throughout — internal room sizes, wet area locations, and circulation are preserved. A 20.8 m² in-situ element noted on the drawings is completed on site alongside the garage and roof trusses.
Internal floor area: 140 m² (excluding garage).
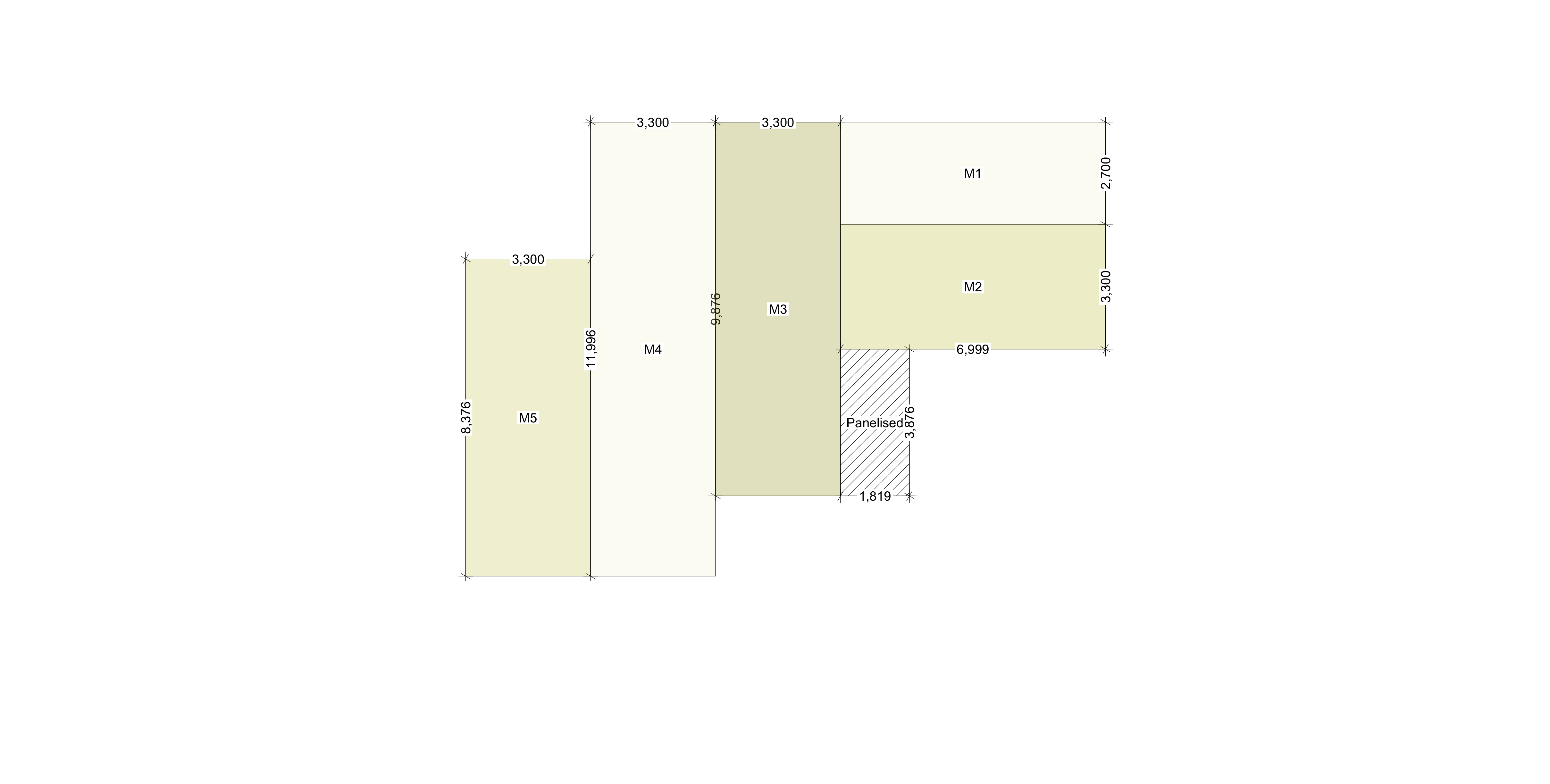
M02 redesigned around volumetric modular logic. Same brief, same amenity — room dimensions, positions, and layouts reworked to extract maximum factory efficiency and minimise on-site time.
Same amenity, same room count, same Design Essentials compliance. Reworked to optimise the build process and simplify construction — architectural intent preserved throughout.
Internal floor area: 144 m² (excluding garage).